摘 要 本文主要针对电站锅炉主蒸汽管道中使用的喷嘴流量计进行检验检测方法的探讨,总结了市监特函〔2018〕515 号函 [ 1 ] 中对流量计的具体要求,介绍了目前电站锅炉主蒸汽管道中常用的喷嘴流量计类型,分析探讨了喷嘴流量计的检验检测方法以及实际检验过程中遇到的问题和案例,对电站锅炉主蒸汽管道中使用的喷嘴流量计有更好的了解,对其今后的检验检测工作有一定的帮助。
自国家市场监管总局办公厅于2018 年7 月 3 日下发市监特函〔2018〕515 号函之后,在电站锅炉范围内管道的安装监督检验及定期检验工作中,对主蒸汽管道中使用的喷嘴流量计的检验检测工作有着重要的指导意义。在湖北当阳矸石电厂事故之后,对主蒸汽管道中流量计的检验检测工作逐渐开始重视。喷嘴流量计的设计制造相对比较成熟,但是缺少监管,缺少其检验检测方法的研究。市监特函〔2018〕515 号函下发之前,电站锅炉主蒸汽管道中使用的流量计大部分没有经过制造过程监督检验,本文主要针对电站锅炉主蒸汽管道中使用的喷嘴流量计进行检验检测方法的探讨。
1 喷嘴流量计的工作原理
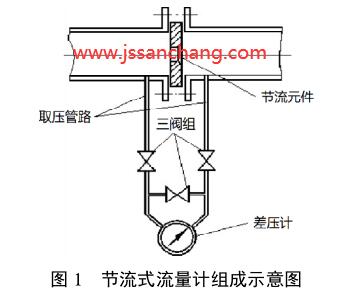
喷嘴流量计属于
节流式流量计,如图 1 所示,主要由节流装置和差压计组成的流量测量仪表,由三部分组成:
(1)将被测流体的流量转换成差压信号的节流装置,包括节流元件、取压装置、前后测量管,节流元件是在直线管道中,使流束产生收缩的装置[2] ;
(2)传输差压信号的信号管路;
(3)测量差压值的差压计或
差压变送器及显示仪表[3] 。
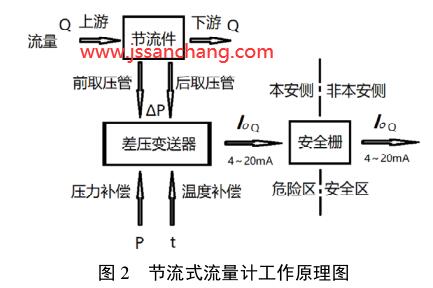
其工作原理是满管的流体流经管道内的节流装置,流束在节流元件处收缩,则流速增加,据能量守恒定律和流动连续性方程[4] ,动压能和静压能在一定条件下可以互相转换,流速加快的结果必然要导致静压能的降低,因而在节流元件的前后产生了静压力差(或称差压)[5] 。流体的流速愈大,在节流元件前后产生的差压也愈大,所以可通过测量差压来衡量流体流过节流装置时的流量大小[6] ,其原理图,见图 2。
2 主蒸汽管道中常见的喷嘴流量计类型
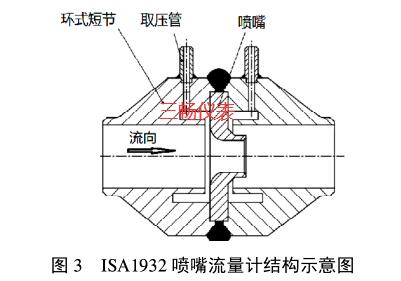
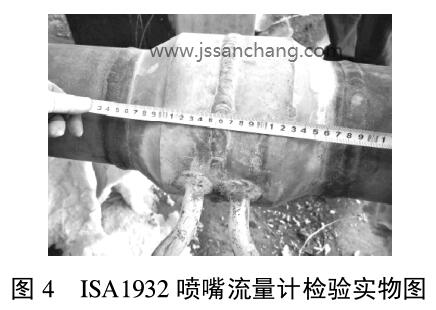
在电站锅炉主蒸汽管道中,我们常见到的流量计,以ISA1932 喷嘴流量计和长径喷嘴流量计为主。ISA1932 喷嘴流量计主要由一个标准喷嘴、两支取压管、两个环式短节对接焊接而成,如图 3、图 4 所示。
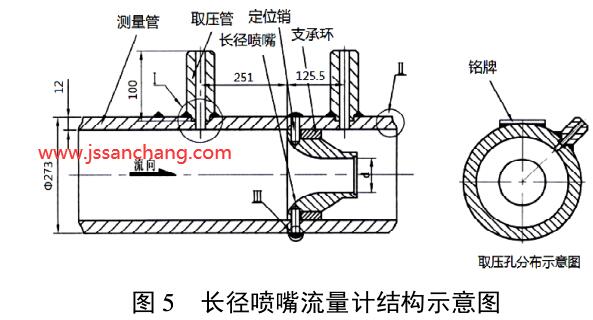
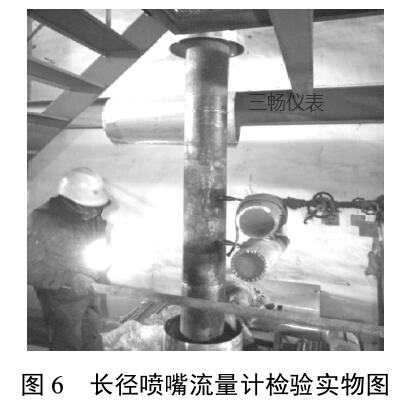
长径喷嘴流量计主要由一个长径喷嘴、定位销、支承环、两支取压管、测量管道组成,如图 5、图 6 所示。
3 市监特函〔2018〕515号函中对流量计的具体要求
3.1 设计制造的主要要求
根据市监特函〔2018〕515 号函的要求,电站锅炉主蒸汽管道中使用的流量计应按照标准规范的要求进行制造监督检验,未经过制造监督检验的流量计不能用于主蒸汽管道中。流量计的壳体应为整段式;若采用中间存在环焊缝的对接焊接式流量计,须经过设计鉴定机构的同意。
3.2 未实施制造监检的元件组合装置(减温减压装置、流量计(壳体)、工厂化预制管段,下同)的具体要求
对于在建电站锅炉,应当由建设单位委托具有相应资质的电站锅炉检验机构对元件组合装置的制造焊接接头补充检验检测,包括对接接头 100%射线或 100%超声检测、角接接头100%表面检测,对合金钢材质对接接头还应当进行100%化学成分光谱分析、硬度检测,必要时进行金相检验,其检验报告等作为锅炉技术资料进行存档[7] 。未经以上检验检测合格并出具补充检验检测报告的,监检机构不得出具锅炉安装监督检验合格证书[7] 。
对于在用电站锅炉,使用单位应当结合锅炉检修,委托经核准的检验检测机构对元件组合装置的制造焊接接头参照上述要求进行检验检测并保存检验报告。若发现存在隐患应当及时处理,否则不能投用。
3.3 存在安全隐患的流量计壳体的具体要求
(1)核查所用流量计的设计资料和质量证明文件(包括元件组合装置的制造监督检验证书)等出厂资料是否齐全,并按照要求进行补充检验检测,包括对接接头100%射线或 100%超声检测,角接接头 100%表面检测,对合金钢材质对接接头还应当进行 100%化学成分光谱分析、硬度检测,必要时进行金相检验。
(2)对于检验检测不合格或者存在结构不合理、材料错用、存在异种钢焊接环缝的流量计壳体,应当立即更换满足符合规定的流量计。
4 喷嘴流量计检验检测方法探讨
在市监特函〔2018〕515 号函发布之前,大部分电站锅炉主蒸汽管道中使用的喷嘴流量计都未经过制造过程监督检验,所以使用单位应当结合锅炉检修,委托经核准的检验检测机构对所用的流量计的制造焊接接头进行补充检验检测。针对此情况,本文主要对主蒸汽管道中常见的两种喷嘴流量计的检验检测方法进行分析探讨。
4.1 ISA1932 喷嘴流量计检验检测方法探讨
此种流量计一般建议更换,按照市监特函〔2018〕515号函的要求,未经制造监检的该种流量计应进行补充检验检测,包括对接接头 100%射线或 100%超声检测,角接接头 100%表面检测,对合金钢材质对接接头还应当进行100%化学成分光谱分析、硬度检测,必要时进行金相检验。在用的 ISA1932 喷嘴流量计,由于结构原因,目前很难进行有效的补充检测,一般建议使用单位更换。主要原因是ISA1932 喷嘴流量计结构独特,环室短节与喷嘴配合尺寸长度过小、厚度相差大、扫查宽度不足、取压管位置受限,常规射线和超声检测很难有效对该流量计壳体中间的对接环焊缝进行100%射线或100%超声检测,具体分析如下:
4.1.1 超声检测分析
(1)常规超声 B 级检测
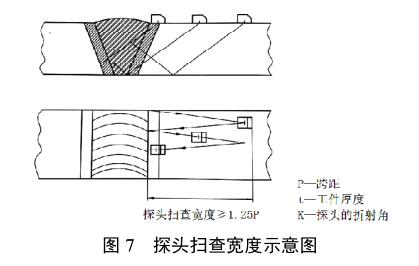
按照NB/T 47013.3-2015 超声B级检测时,检测范围应覆盖所检焊缝,且保证足够的探头扫查宽度,见图 7。
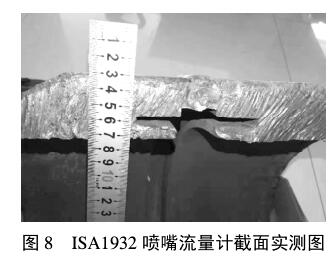
某电厂此种流量计对接焊缝处的厚度约 25mm(见图8),管道规格 273 × 11,属于I型焊接接头,应选择K值范围为 2.0-3.0 的探头,根据工程实践经验,一般选择 K 值为2.5 的探头,则扫查区域应大于或等于 1.25P=1.25 × 2 ×2.5×25=157mm,但该流量计实际扫查区域只有55mm左右(见图 9);若选择符合要求的非常小 K 值探头 K2 探头时,扫查区域1.25P=1.25×2×2×25=125mm,仍然远远大于实际的扫查区域;即使选择非常极端的 K1 探头,实际扫查宽度仍然不能满足要求,所以一次波有盲区,二次波扫查宽度不足,常规超声检测不能覆盖整个检测区。经过实际现场调查,我市大部分电厂的此种流量计都是这种情况,扫查区域受限制,其次取压管(见图 9)附近的焊缝也很难进行超声检测,所以常规超声B级检测很难有效达到100%检测。
(2)常规超声 C 级检测
某研究机构建议按照 NB/T 47013.3-2015 超声 C 级进行检测,首先将对接焊接接头余高磨平,用小晶片测厚仪确定其内部结构,然后用直探头对流量计母材及焊缝区域进行检测,用斜探头选择单面双侧一次波检测,探头尽量选择较大 K 值探头。这种方法缺陷检出率相对比较高,根据波形波幅变化、缺陷位置可以检测出未焊透、未熔合等缺陷,但是该方法也不能有效做到100%检测,如图9所示,取压管附近的焊缝是很难进行超声检测的。
(3)其他超声检测方法
现有研究机构正在利用TOFD、相控阵技术对该种流量计进行检验检测研究,给我们的检验检测工作带来新的启发和指导,而且TOFD和相控阵技术的灵敏度和缺陷检出率都非常的高。
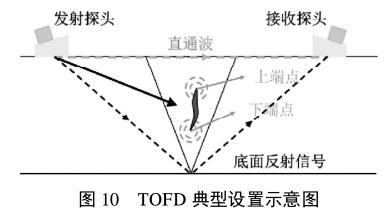
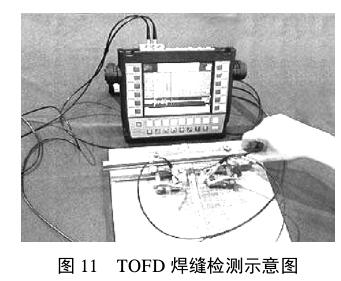
根据该电厂提供的流量计设计资料进行分析,若用TOFD扫查,需采用10M、3mm 的探头、70 度楔块,扫查方式应选择非平行扫查、两侧各一次偏置非平行扫查,焊缝两侧扫查面宽度应准备 60mm 以上,但实际扫查宽度只有55mm 左右,很难有效完成 100%检测;其次,该种在用流量计的取压管布置在两侧环式短节的中间位置,此位置有角焊缝、对接焊接接头、取压管,如图 9所示,而且TOFD 检测采用一发一收探头对工作模式,如图10、图 11 所示,很难有效布置探头,而且不易检出横向缺陷,很难有效完成100%检测。
—
相控阵成像技术可以说是我们检验检测的一项福利,效率高、缺陷定位准确、检测灵敏度高、检测结果直观、重复性好、可实时显示等。但是,对于该电厂此种流量计的检验检测也很难有效做到100%检测,其结构独特,尤其是取压管附近的对接焊接接头,并且目前国内还没有确切的缺陷评定标准,缺陷的评定由合同双方商定,或参照有关常规超声标准,所以该种流量计在制造环节过程中应加强对中间对接环焊缝的监管,这也说明了对其进行制造监检的必要性。
4.1.2 射线检测分析
根据某电厂提供的设计图纸和出厂证明资料,此流量计内部存在节流元件且内部结构独特,见图 3、图 12、图13,常规射线 AB 级检测很难实现检测任务,取压管附近也无法布片,笔者拍射的底片上基本上没有影像。
4.1.3 结论
此种流量计从各方面成本来考虑,一般建议更换。首先很难对其中间对接环焊缝完成 100%补充检测;其次若流量计壳体检测出超标缺陷,使用单位需要协调停炉,待主蒸汽管道降到适当温度后将该流量计从管道系统中解列,然后联系制造厂家维修流量计,再联系安装公司将流量计恢复到原状态,这期间涉及到使用单位、制造单位、安装单位、检验机构等之间的协调沟通以及锅炉停产后的影响,这种方法周期太长,企业付出成本太高,安全隐患持续时间太长,遇到此种流量计或者此种流量计壳体检测出超标缺陷的情况,一般建议更换。首先企业对该流量计做好监控措施,同时尽快联系订购符合要求的流量计适时更换安装,尽可能的减少各方面的成本,以及停炉带来的影响,及时消除安全隐患。
4.2 长径喷嘴流量计检验检测方法探讨
此种流量计可以进行补充检验检测,按照市监特函〔2018〕515号函的要求,检测项目只有角接接头100%表面检测。在实际的检验检测过程中发现此种流量计的喷嘴定位销及焊缝表面存在裂纹或者开裂的现象,其案例如下:
案列一 定位销开裂泄露
某电厂主蒸汽管道流量计定位销开裂泄露,保温棉已穿透,保温铁皮内表面锈蚀腐蚀严重,见图 14,此段主蒸汽管道的位置与湖北当阳矸石电厂事故管道所处的位置相似,在主控室附近。
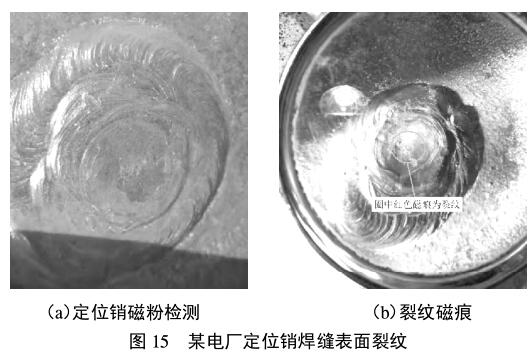
案例二 定位销焊缝表面裂纹
某电厂主蒸汽管道流量计定位销焊缝表面有裂纹,打磨约 0.5mm 后,裂纹消除,磁粉复探合格[8] 。根据裂纹特征,应是制造时引起的弧坑裂纹,见图 15。
结论:此种流量计在检验检测过程中,不仅仅要对角接接头进行 100%表面检测,还要注意以下两点:
(1)对该流量计喷嘴的定位销及其焊缝表面进行表面无损检测,观察有无裂纹或者开裂现象。
(2)对该流量计喷嘴的定位销及焊缝表面进行光谱分析和硬度检测,确认定位销的材质、使用的焊材和焊后热处理是否符合设计要求。
5 总 结
(1)目前电站锅炉主蒸汽管道中使用的喷嘴流量计主要按照 TSG GOOOl-2012、GD2000、GB/T 2624-2006、IS05167-2003、GB/T 16507 《水管锅炉》、市监特函〔2018〕515号函进行设计、制造、检验。
(2)据某研究机构统计,很多未经过制造监检的ISA1932 喷嘴流量计均存在不同程度的未熔合、未焊透等危害性缺陷,其缺陷很可能是来自于制造环节。从设计上来看,喷嘴流量计其装配间隙若能符合焊口组对的标准要求,焊口质量可以得到保证,主要是流量计制造过程中对焊接质量缺乏监管,这说明了对电站锅炉主蒸汽管道中使用的喷嘴流量计进行制造监检的必要性。
(3)长径喷嘴流量计的补充检验检测应加强关注其喷嘴定位销及其焊缝表面的检验检测,观察其是否有裂纹或者其他超标缺陷,确认定位销材质、焊材、热处理是否符合设计要求。
(4)在用的未经过制造监检的 ISA1932 喷嘴流量计,由于结构原因和企业综合成本考虑,目前很难有效的对中间对接环焊缝进行 100%的补充检验检测,一般建议使用单位更换,对使用中的流量计加强监控,同时订购符合要求的流量计适时更换安装。
(5)本文所探讨的喷嘴流量计的检验检测方法仍然需要开展更广泛的研究,再者笔者水平有限,若有不当之处敬请指正。
本文作者: 庄国华 张德超 孙 磊
山东省特种设备检验研究院临沂分院
山东 临沂 邮编 276000