摘 要:在水泥包装设备与水泥输送设备之间,会设置一个中间仓做为缓冲,以防止包装设备的产能与输送设备的输送能力不匹配。本文所讨论的是,安装料位开关的中间仓料位控制模式在实际应用时,因有输送设备的输送能力与中间仓的容量匹配问题,以及操作员的操作问题,需通过实际调试达到验证效果,从而掌握一些与料位开关配置相关的开关标定、设置和控制程序的调整。
在阿联酋日产万吨水泥生产线 ABMC 项目包装车间的调试过程中,水泥包装机的料仓配置在每台包装机的正上方,每个料仓装有三个 E+H 钢索式电容料位开关控制料位。
三个料位开关代表了三个控制位置,分别为低料位、高料位和高高料位。低料位时进料,高料位时关水泥库下料阀,高高料位是为防止物料溢出的急停料位。高高料位开关动作时,从水泥库下料阀门、空气斜槽、皮带输送、提升机等一直到料仓上的振动筛全部停止工作。下面介绍几个实际调试过程中遇到的问题和解决方法。
1 料位标定
调试工程师在调试过程中需频繁上料,因此急需运行自动上料设备。起初采用了一种仓体外标定的方法,标定中间仓的料位开关。调试工程师装了半桶水泥,在仓外用桶中水泥接触料位开关的探头,标定了调试中用到的一个仓的三个开关,但运行后频繁发生水泥溢出和上料跟不上包装速度的问题。随后,调试工程师根据料位开关的测量和报警原理,又进行了仓内水泥实物标定。观察到水泥刚刚接触探头时,触按相应按键做空标或满标,标定后现场运行观察,开关均能在接触水泥时正常动作。
2 参数设置
2.1 高报和低报的设置
在实物标定后,时而会发生上料不及时的情况,原因是高高料位开关动作时,输送设备会全部停止,自动上料程序终止。岗位工要求重新标定。现场观察发现,水泥库距离包装机中间仓较远,受高料位开关钢索长度和中间仓仓径所限,即使把高料位开关调至非常低,在高料位开关动作后,下料阀门关闭,输送设备上存有的大量余料仍会全部进入中间仓内。水泥高度与高高料位仍然很接近,而高高料位接近仓顶,没有足够余量向上调整。为实现设备的稳定运行,应尽量增大高料位与高高料位之间的距离,因此,我们调整了料位开关的高报与低报设置。
E+H
射频导纳料位开关在探头被覆盖时动作为高报,不覆盖时动作为低报。常规用法是在高料位时设置高报(覆盖探头),而低料位时设置低报(即不覆盖),从而增加控制行程,合理利用仓容量,进而减少设备启动次数和设备损耗。这次包装中间仓调试将高料位设置为低报,在未覆盖时报警动作,从而实现提前 200mm 高料位报警,为高高料位多留出一些空间;低料位设置为高报,在探头未露出时动作,从而实现提前 200mm 上料,保证及时供料。这种情况是因为料仓容量较小或者直径较大等原因,造成各报警位置之间无法拉开距离,是一种不常见情况,利用开关高低报设置,微调报警行程,实际运行效果较好。
2.2 测量原理说明
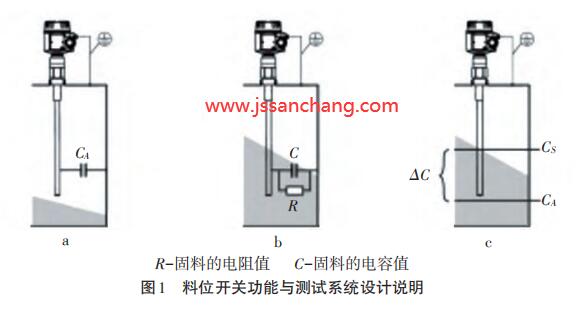
在分析开关的动作原理时,我们在说明书中发现了一个问题。在英文版的说明书测量原理一项中,原文是:The limit switch switches when the capac⁃itance Cs specified during calibration is reached. 中文说明书翻译为“在标定过程中,当电容值达到设定值Cs时,限位开关便会动作”。而众所周知,电容式射频导纳料位开关是对固体物料的物位变化所引起的探头与罐壁间的电容值变化进行限位测量和控制。而所谓空标和满标的标定操作,实际是为了设置输送设备的启停点,也就是限位开关的动作值。所以这句英文的翻译应该是“当电容值达到在标定过程中设定的值Cs时,限位开关动作”。射频导纳料位开关功能与测试系统设计说明见图1。
3 DCS程序修改
在设备运行一段时间后,出现高料位时设备不停机的不寻常情况,造成高高料位动作,全部输送设备带料停机。经检查,高料位开关动作灵敏,没有问题,问题出现在设备刚刚开启的时候。检查程序后发现,程序设计为系统在检测到高料位下降沿时,停止水泥库下料阀门。而当包装设备停机时,如果中间仓正好达到满料状态,此时高料位开关动作输出,系统检测到高料位开关信号下降沿,关断下料阀,此时生产停止,因而设备停机。但在下一次设备开机时,由于中间仓正处于高料位,料位开关继电器输出已经处于0状态,信号不会出现下降沿,系统检测不到信号下降沿,所以库下下料阀开启,造成溢料。去掉DCS程序中高料位信号的下降沿脉冲后,在项目交付使用数月后的运行中,再未出过溢料情况。
测量原理:电容式限位检测的测量原理是:固体物料的料位高低变化导致探头被覆盖区域大小发生变化,从而导致电容值发生变化。探头与罐壁(导电材料制成)构成一个电容。探头处于空气中时(见图1a),测量到的是一个小数值的初始电容值。当罐体中有物料注入时,电容值将随探头被物料所覆盖区域面积的增加而相应地增大(图1b、图1c)。
在标定过程中,当电容达到设定值CS时,限位开关便会动作。此外,带屏蔽段的探头能消除介质粘附以及过程连接处冷凝对测量的影响。具有自动粘附补偿功能的探头可对探头在过程连接处的介质粘附进行补偿。
4 结语
(1)料位开关的标定是设定报警值的过程,应尽量采用更接近实际运行情况的实物标定,以保证报警值的准确性。
(2)料位开关的设置,为控制行程可以做适当微调。
(3)高料位的停机控制过程和通常的停止信号一样,不适合采用下降沿或上升沿脉冲命令来控制。
由于料位开关设置或者 DCS 程序运用不当,造成水泥溢出问题频繁发生,三楼中间仓进料口所在楼面经常溢满水泥,有时甚至从振动筛到提升机全部堵死,重新启动设备需要耗费大量人力和时间,岗位工人工作量非常大。同时,低料位开关动作不及时,上料速度跟不上包装速度的情况严重影响包装产量。所以,一方面在设计上应考虑中间仓容量易于控制,另一方面中控操作人员应根据包装机运行实际所需的输送量,控制下料阀门数量和开度。