摘要:为解决人工清洗玻璃管转子流量计效率低、不彻底、易损坏玻璃管的缺点,基于S7-1200PLC和HMI设计了一台自动清洗机。介绍了自动清洗机清洗工艺设计、控制要求、硬件设计、电气接线图设计、程序设计和HMI组态的方法和思路。自动清洗机采用了超声波清洗技术,实现了清洗过程自动控制,清洗次数、时间、液位可设定,HMI实时显示液位和清洗状态,清洗效率高、效果好,同时避免损坏转子流量计。
引言
在生产过程中,使用玻璃管转子流量计调节去离子水流量。在长时间工作后,转子流量计玻璃管内壁、转子上会粘附杂质污垢,因此需要定期清洗玻璃管转子流量计。传统的转子流量计清洗流程为人工拆卸、浸泡、清洗、组装,清洗效率低、清洗不彻底、玻璃管易损坏。为此,本文基于S7-1200PLC和HMI设计一台清洗次数、时间、液位可设定,HMI能实时显示液位和清洗状态,并可避免
转子流量计破损的自动清洗机。
1清洗工艺设计
1.1总体方案
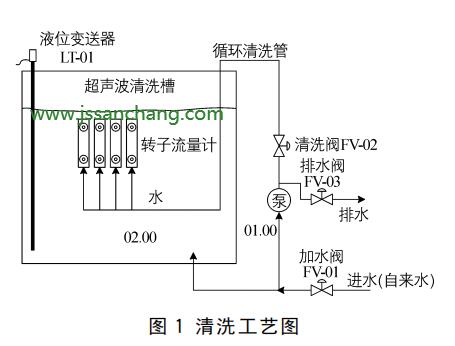
自动清洗机有两种清洗模式,即自动清洗模式和手动清洗模式。自动清洗机能够自动进水和排水,为提高清洗质量,采取循环清洗方法,即通过水泵将水打循环清洗转子流量计玻璃管内部和转子,清洗完成后通过泵将脏水排出。自动清洗机采用超声波清洗技术,能针对转子流量计的特殊结构实现内部的全面清洗,清洗时间短、效率高及清洗质量好[1]。超声波清洗机使用市场上成熟产品,具有加热且温控功能,超声功率可调。自动清洗机工艺设备包括阀、泵、
液位计、超声波清洗机及其他管路接头等,工艺图如图1所示。阀1(FV-01)为进水阀,进水时打开;阀2(FV-02)为清洗阀,循环清洗转子流量计内部时打开;阀3(FV-03)为排水阀,清洗完成排水时打开;泵(01.00)在循环清洗和排水时启动;液位计(LT-01)用于测量水位;超声波清洗机(02.00)产生超声波并清洗转子流量计,同时能给水加热。
1.2自动清洗工艺控制设计
清洗次数、时间和液位可以设定,温度、超声功率可调;按下启动按钮,自动进水、循环清洗、超声、加热,清洗完成后自动排水;按下停止按钮,停止超声、加热、泵,关闭所有阀;为避免低液位带来的泵空转和加热隐患,液位需不低于0.1m才能启动自动清洗;为了确保清洗效果,总清洗次数需不少于2次,其中第1次清洗为加洗涤剂清洗,第2次及以后为清水清洗,每次清洗时间不短于1min,否则无法启动自动清洗。
自动清洗流程如下:(1)设定超声功率、加热温度,设定清洗次数、每次清洗时间、每次清洗液位。(2)非常好次启动,按下启动按钮,进水阀打开,或循环清洗启动,进水阀打开。水位达到设定液位后关闭进水阀,进入下一步。(3)启动超声、加热,打开清洗阀,启动泵。清洗时间到后关闭超声、加热、清洗阀,停泵,进入下一步。(4)打开排水阀,启动泵。排水完成后,关闭排水阀,停泵,进入下一步。(5)已清洗次数累加1次。已清洗次数小于设定清洗次数,进入步骤(2)中循环清洗。已清洗次数等于设定清洗次数时清洗完成。
1.3手动清洗工艺控制设计
手动控制进水阀加水;手动控制清洗阀、泵循环清洗;手动控制排水阀并启动泵排水;手动控制超声和加热;只有当液位不低于0.02m,且清洗阀或排水阀打开时才能启动泵;当液位低于0.02m,或清洗阀关闭,或排水阀关闭时,泵立即停止。手动清洗模式下,可以根据实际情况操作设备。
手动清洗流程如下:(1)在超声波清洗机上设定超声功率、加热温度。(2)手动打开进水阀,加到合适水位后关闭进水阀。(3)手动打开超声波、加热、清洗阀,启动泵。清洗完成后手动关闭超声波、加热、清洗阀,停止泵。(4)手动打开排水阀,启动泵。排水完成后手动关闭排水阀,停泵。
1.4急停控制要求
任何时候,一旦按下急停按钮,清洗机停止运行,所有阀关闭,泵停止,超声和加热关闭。自动清洗机有自动、手动模式状态指示灯,运行(自动模式下)和停止(自动下或急停)状态指示灯。
2硬件系统设计
2.1工艺设备选型
为了兼顾效率和成本,设计一次清洗40台转子流量计。为了提高清洗效率,进水、排水和内部循环水管路选择内径20mm,阀门选择电磁水阀。泵的流量要大,确保能尽快排完水。清洗液位没过转子流量计即可,因此液位变送器选择0~1m量程。超声波清洗机选择清洗槽53L,超声和加热启停由按钮开关控制(非常好次按下启动,第二次按下停止,第三次按下启动,如此循环),超声功率和加热温度在超声波清洗机上设定。
2.2控制设备选型
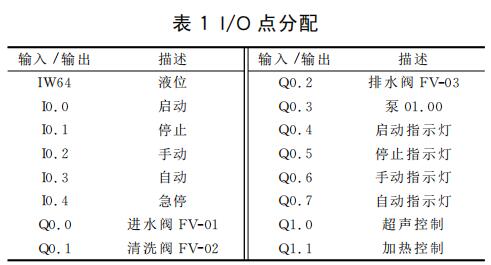
2.2.1I/O点分配
手动清洗模式使用较少,为了节省I/O点,减少电气接线和成本,手动模式下均在HMI上操作。为了操作方便,手动、自动模式下均采用2NO旋钮开关控制,而自动模式下启停采用常开按钮开关控制。I/O点分配见表1。
2.2.2PLC选择
所选择的PLC应能满足控制要求,I/O点数要合适。PLC产品的种类繁多,其结构形式、容量、指令系统、编程方法、价格等各不相同,因此合理选择PLC,使其具有较高的性价比显得非常重要[2]。本文选用西门子S7-1200系列PLC,S7-1200设计紧凑、组态灵活,有功能强大的指令集。选择CPU1215C,继电器输出,14点数字量输入,10点数字量输出,2点模拟量输入,2点模拟量输出,DC24V供电,能满足本设计要求。
2.2.3HMI选择
通常情况下采用自动清洗模式,HMI只用于参数设定和监视,因此HMI尺寸不必太大。本文选用西门子KTP400BasicHMI,4.3英寸TFT真彩液晶屏,64K色,DC24V供电,能通过Profinet网络与CPU1215C通信。S7-1200CPU和KTP400BasicHMI用TIA博途中的STEP7Basic(基本版)或STEP7Professional(专业版)编程。TIA博途(TIAPortal)是西门子自动化的全新工
程设计软件平台,操作直观、上手容易、使用简单,用户能够对项目进行快速而简单的组态[3],能够很方便地完成控制程序编写和HMI画面组态。
2.2.4电气接线图设计
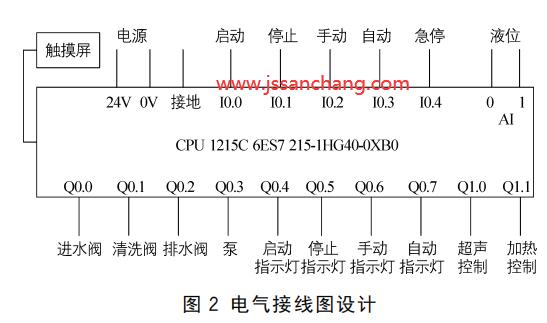
自动清洗机通过PLC控制交流继电器的通断来实现电磁水阀、泵和清洗机的动作,目的是提高电路的可靠性和安全性。PLC接线图如图2所示[4]。PLC所有输出点均通过继电器隔离。其中Q1.0、Q1.1通过隔离后直接并联接到超声波清洗机超声和加热按钮开关上,实现对超声和加热的控制。
3控制系统设计
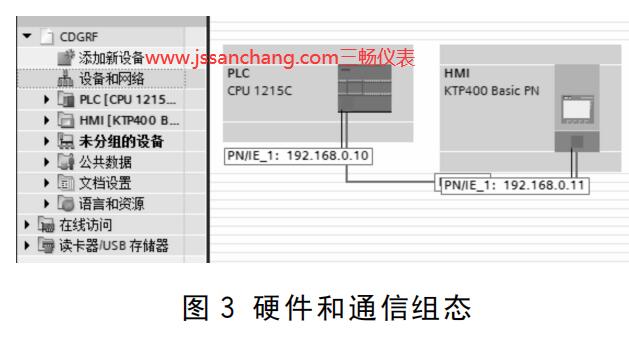
3.1硬件和通信组态
用TIA博途软件STEPV14SP1对系统进行硬件组态和通信组态。硬件组态有CPU参数设置、输入输出模块参数设置及地址分配[5]。通信组态为PLC和HMIProfinet地址设置。硬件和通信组态如图3所示。
3.2控制程序设计
自动清洗模式下,能够通过HMI设定清洗次数、时间和液位。对于自动清洗模式下的多次清洗,通过编写子程序实现。
3.2.1功能块、全局数据和变量分配
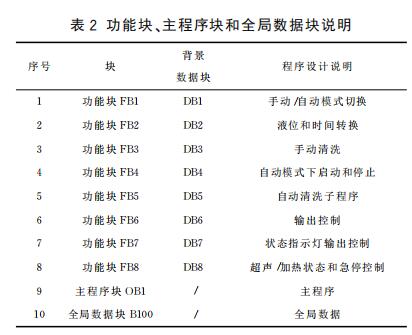
PLC程序设计可根据控制需求合理使用几种编程语言,以提高程序的可读性和可维护性及编程效率,减少设备维护[6]。在编写程序前,先进行功能块、全局变量和内部变量分配。为便于调试和阅读,本文采用功能块和梯形图编写程序。功能块、主程序块和全局数据块说明见表2。
3.2.2控制程序编写
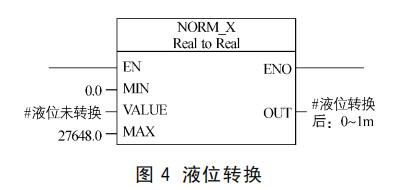
系统中模拟量只有液位。液位计输出DC0~10V模拟信号,对应0~1m液位,而PLC工程量为0~27648,因此需要转换。由于设定清洗时间和HMI显示时间单位为min,而PLC定时器时间单位为ms,因此也需要转换。在功能块FB2中,通过NORM_X指令完成液位的实时线性转换,通过MUL指令和DIV指令完成时间的转换。液位转换如图4所示。
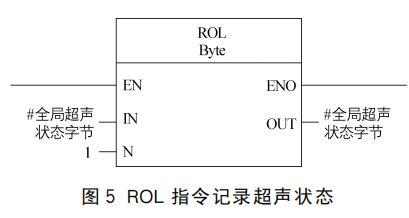
超声和加热的启停由按钮开关控制,为了确保超声和加热的启停状态控制准确无误,采用ROL(循环右移)指令记录超声和加热的状态。在系统启动时,为记录超声和加热的1Byte存储字节赋初值2#10101010,第0位记录超声和加热状态,PLC每一次输出信号循环右移动1位,如图5所示。
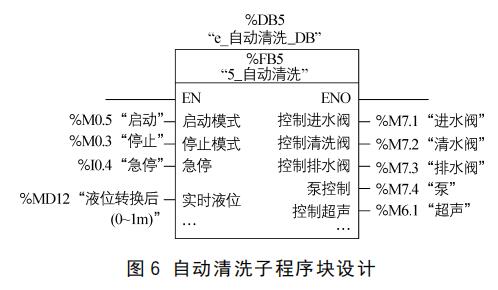
根据分配好的功能块、变量,完成非常终程序设计。部分程序如图6所示。
3.3HMI组态
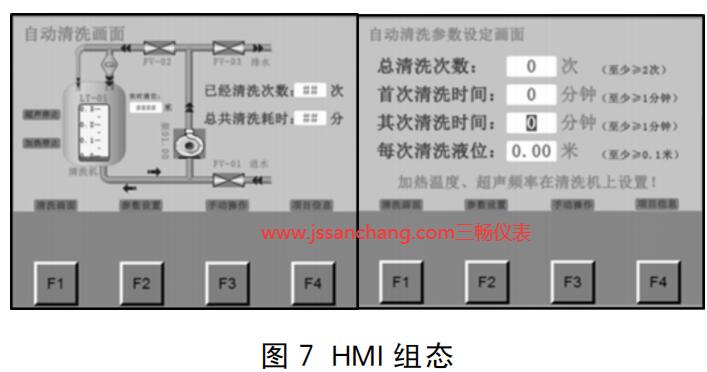
通过HMI,可直观地随时了解、观察并掌握清洗机的工作状态,必要时还可通过HMI界面修改相应参数,实现人工干预[7]。HMI组态应简洁明了,该系统HMI组态为3个画面,分别为清洗画面、自动清洗参数设定画面和手动清洗画面,如图7所示。
清洗画面,可实时显示清洗液位、阀、泵、超声和加热状态,显示已清洗时间和次数。清洗画面用于自动清洗模式。自动清洗参数设定画面,可设定总清洗次数、首次(加洗涤剂)时间、其次(清水)清洗时间和每次清洗液位,设定值必须满足要求,否则不能在操作面板上启动自动清洗。手动清洗画面,可手动操作阀的开关、泵的启停、超声和加热的启停,还实时显示液位。
4结语
在完成硬件安装,下装程序和组态画面,调试正常后,进行实际使用。自动清洗机清洗36台转子流量计耗时约60min,比人工清洗少160min,效率提高了70%。清洗后的转子流量计均一次投用正常,无堵塞、流量无法调节、漏水等情况。
自动清洗机基于西门子S7-1200PLC和KTP400BasicHMI设计,并结合了超声波清洗技术。通过自动清洗机清洗转子流量计,提高了清洗效率和清洗质量,避免了流量计损坏,降低了维护成本。该自动清洗机具有较高的实用价值。